
Type-c连接器资讯主页 > 新闻资讯 > Type-c连接器资讯 >
推荐产品
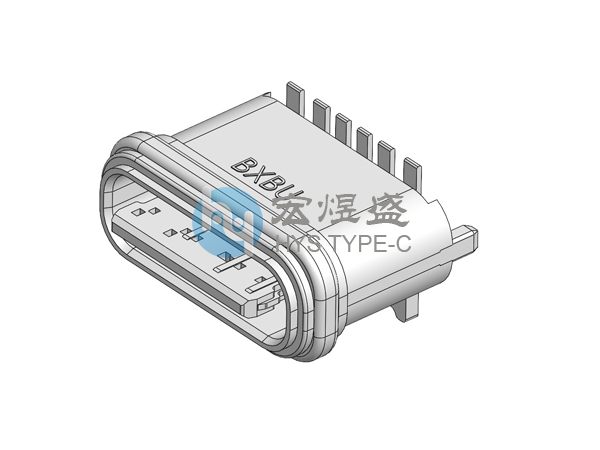



type-c母座接口铁壳焊接及使用注意细节说明
- 发布日期 : 2022-03-11 11:40
- 点击率 : 198
type-c母座接口是现在乃至未来电子产品上的主流插口,电子产品升级迭代快,以至于出现各路厂家对type-c接口需求量激增情况的出现。按照type-c接口的相关标准,母座,即安装在电子产品上的插入口的形状应当是相同的,电子产品多种多样,母座一般由端子和用于包裹端子的铁壳所组成,铁壳直接与电子产品上的固定部件连接,电子产品多种多样,与铁壳相连接的零部件结构也不尽相同,现有铁壳焊接设备往往只能焊接一类或者结构相似的几类产品,通用性差。type-c型接口是新一代的接口标准,对应的,其的组装安装标准也更高,对误差的容忍度更低,现有的type-c焊接设备大多基于现有的接口焊接设备改造而来,缺少相关的校正措施或零件定位部件,导致现有的的type-c焊接设备在焊接的type-c母座时不良品率居高不下。因此一种通用性好、同时精度高的的type-c母座铁壳焊接设备是市场所急需的。

type-c母座接口铁壳焊接技术实现要素:
本实用新型为了解决上述问题而提供的一种type-c型接口母座的铁壳焊接机,包括机架,所述机架上设置有铁壳分料装置和铁壳焊接装置,所述铁壳分料装置和铁壳焊接装置之间设置有铁壳搬运机械臂,所述铁壳搬运机械臂配合有铁壳中转检测台;
所述铁壳分料装置与铁壳上料装置连接,所述铁壳分料装置包括铁壳料道,所述铁壳料道末端设置有分料板,所述分料板上设置有多个与铁壳外形配合的分料槽位,所述分料槽位内设置有真空吸头,所述分料板与滑动模块连接,使分料板可沿垂直于铁壳料道进料方向滑动,所述铁壳料道配合有铁壳限位顶针,所述铁壳限位顶针与限位气缸连接,使铁壳限位顶针可进出铁壳料道内部。
优选的,所述铁壳搬运机械臂包括可前后升降运动的移动模组,所述移动模组上安装有不少于两组搬运机械手,所述搬运机械手包括吸头安装架,所述吸头安装上安装有多个上铁盖吸头,所述铁盖吸头的排列方式与分料槽位的排列方式对应,所述移动模组上还安装有吸力显示器,所述吸力显示器与铁盖吸头电性连接。优选的,所述铁壳中转检测台包括检测台架,所述检测台架上设置有中间检测架,所述中转检测架上设置有多个与铁壳外形配合的中转槽位,所述中转槽位内设置有下铁盖吸头,所述中转槽位的排列方式与分料槽位的排列方式对应。
优选的,所述铁壳焊接装置包括料带齿轮和供料带在其内部流过的料带流道,所述料带齿轮通过传动部件与驱动电机连接,所述料带流道配合设置有料带定位装置、激光焊接器、物料检测传感器,所述料带定位装置包括定位气缸,所述定位气缸连接有定位块,所述定位块上设置有多个与料带定位孔配合的定位针。本实用新型的有益效果在于:铁壳在各个子装置之间的转移后,都有对应的姿态调整手段,来确保焊接时的铁壳的姿态是正确的,提高本装置的焊接精度。

type-c母座焊接使用注意细节说明
1、type-c母座焊接之前在接口以及各焊点上要注意好清洁,因为对于在焊接上是禁止有水气以及杂物等出现,否者是会影响造成焊不稳的情况
2、接着需操作是用助焊剂涂擦type-c母座的引脚各焊点,这需注意不能添加太多的助焊剂,否者是会造成一些虚焊或者是焊不稳的情况。因为其助焊剂的作用可以起到一个固定住type-c母座接口方便焊接。待涂擦完助焊剂后,这时还要用烙铁将每个焊点上多余的锡清理干净。
3、将type-c母座的引脚对准手机焊盘上的各接线点,用烙铁轻力压住引脚,待几秒冷却过后,就可以焊好了。操作注意:在洛铁压住type-c母座的引脚时候,不要挤压力度过大,否者是会把其的type-c母座接口引脚焊穿。

