
牛角短针无导位 MICRO母座直边
21-04-26
浏览:137 次

- 品牌: 宏煜盛
- 料号: USB-M-NJ04
- 尺寸: 5.15*7.5*1.85mm
- 包装: 10000/卷
- 牛角短针无导位 MICRO母座直边
规格参数
1、材料/电镀
1.1外壳:LCP,黑色UL 94V-0。
1.2端子:铜合金,接触区镀金,高导铜,焊接区域镀锡,整体镀镍
1.3外壳:不锈钢/铜镀锡/镀镍合金
2、电气性能
2.1额定电压:交流302伏
2.2额定电流:1.0A
2.3接触电阻:最大30mΩ。
2.4绝缘电阻:最小1000MΩ。
2.5介电强度:100V AC
3、机械性能
3.1插入力:最大35N。
3.2排水力:8-35N
3.3耐久性:5000次循环
3.4工作温度:-25°C至+85°C
尺寸图
详细介绍
Micro USB是USB 2.0标准的一个便携版本,比部分手机使用的Mini USB接口更小,Micro-USB是Mini-USB的下一代规格,由USB标准化组织美国USB Implementers Forum(USB-IF)于2007年1月4日制定完成。Micro-USB 支持OTG,和Mini-USB一样,也是5pin的。Micro系列的定义包括标准设备使用的Micro-B系列插槽;OTG设备使用的Micro-AB插槽;Micro-A和Micro-B插头,还有线缆。Micro系列的独特之处是他们包含了不锈钢外壳,万次插拔不成问题。
 Micro-USB连接器比标准USB和Mini-USB连接器更小,节省空间,具有高达10000次的插拔寿命和强度,盲插结构设计。Micro-USB标准支持USB的OTG功能,即在没有主机(例如个人电脑)的情况下,便携设备之间可直接实现数据传输,兼容USB1.1 (低速:1.5Mb/s,全速:12Mb/s) 和USB 2.0(高速:60Mb/s),同时提供数据传输和充电,特别适用于高速(HS)或更高速率的数据传输,是连接小型设备(如手机,PDA,数码相机,数码摄像机和便携数字播放器等等)的最佳选择。同时也能为车载提供方便,只需要USB车载充电器,再加MICRO USB数据线进行手机应急充电。并且在高档车上面直接有5V 输出接口接上MICRO USB线为手机充电。MICRO USB通用性广,使用方便。
Micro-USB连接器比标准USB和Mini-USB连接器更小,节省空间,具有高达10000次的插拔寿命和强度,盲插结构设计。Micro-USB标准支持USB的OTG功能,即在没有主机(例如个人电脑)的情况下,便携设备之间可直接实现数据传输,兼容USB1.1 (低速:1.5Mb/s,全速:12Mb/s) 和USB 2.0(高速:60Mb/s),同时提供数据传输和充电,特别适用于高速(HS)或更高速率的数据传输,是连接小型设备(如手机,PDA,数码相机,数码摄像机和便携数字播放器等等)的最佳选择。同时也能为车载提供方便,只需要USB车载充电器,再加MICRO USB数据线进行手机应急充电。并且在高档车上面直接有5V 输出接口接上MICRO USB线为手机充电。MICRO USB通用性广,使用方便。
Micro母座体积很小,各元件之间的相对位置精度要求较高。其绝缘主体、胶芯、金属壳体和弹针之间的接合需要经过多个工序完成。制造过程从冲压插针开始。通过大型高速冲压机,电子连接器(插针)由薄金属带冲压而成。大卷的金属带一端送入冲压机前端,另一端穿过冲压机液压工作台缠入卷带轮,由卷带轮拉出金属带并卷好冲压出成品。冲压完成后即应送去电镀工段。在此阶段,连接器的电子接触表面将镀上各种金属涂层。与冲压阶段相似的一类问题,如插针的扭曲、碎裂或变形,也同样会在冲压好的插针送入电镀设备的过程中出现。Micro连接器的塑料盒座在注塑阶段制成。通常的工艺是将熔化的塑料注入金属胎膜中,然后快速冷却成形。当熔化塑料未能完全注满胎膜时出现所谓不饱模, 这是注塑阶段需要检测的一种典型缺陷。 另一些缺陷包括接插孔的填满或部分堵塞(这些接插孔必须保持清洁畅通以便在最后组装时与插针正确接插)。由于使用背光能很方便地识别出盒座漏缺和接插孔堵塞,所以用于注塑完成后质量检测的机器视觉系统相对简单易行。Micro连接器制造的最后阶段是成品组装。将电镀好的插针与注塑盒座接插的方式有两种:单独对插或组合对插。单独对插是指每次接插一个插针;组合对插则一次将多个插针同时与盒座接插。
Micro-USB连接器比标准USB和Mini-USB连接器更小,节省空间,具有高达10000次的插拔寿命和强度,盲插结构设计。Micro-USB标准支持USB的OTG功能,即在没有主机(例如个人电脑)的情况下,便携设备之间可直接实现数据传输,兼容USB1.1 (低速:1.5Mb/s,全速:12Mb/s) 和USB 2.0(高速:60Mb/s),同时提供数据传输和充电,特别适用于高速(HS)或更高速率的数据传输,是连接小型设备(如手机,PDA,数码相机,数码摄像机和便携数字播放器等等)的最佳选择。同时也能为车载提供方便,只需要USB车载充电器,再加MICRO USB数据线进行手机应急充电。并且在高档车上面直接有5V 输出接口接上MICRO USB线为手机充电。MICRO USB通用性广,使用方便。
 |
 |
 |
| 牛角式Micro | 沉板式Micro | 防水式Micro |
Micro母座体积很小,各元件之间的相对位置精度要求较高。其绝缘主体、胶芯、金属壳体和弹针之间的接合需要经过多个工序完成。制造过程从冲压插针开始。通过大型高速冲压机,电子连接器(插针)由薄金属带冲压而成。大卷的金属带一端送入冲压机前端,另一端穿过冲压机液压工作台缠入卷带轮,由卷带轮拉出金属带并卷好冲压出成品。冲压完成后即应送去电镀工段。在此阶段,连接器的电子接触表面将镀上各种金属涂层。与冲压阶段相似的一类问题,如插针的扭曲、碎裂或变形,也同样会在冲压好的插针送入电镀设备的过程中出现。Micro连接器的塑料盒座在注塑阶段制成。通常的工艺是将熔化的塑料注入金属胎膜中,然后快速冷却成形。当熔化塑料未能完全注满胎膜时出现所谓不饱模, 这是注塑阶段需要检测的一种典型缺陷。 另一些缺陷包括接插孔的填满或部分堵塞(这些接插孔必须保持清洁畅通以便在最后组装时与插针正确接插)。由于使用背光能很方便地识别出盒座漏缺和接插孔堵塞,所以用于注塑完成后质量检测的机器视觉系统相对简单易行。Micro连接器制造的最后阶段是成品组装。将电镀好的插针与注塑盒座接插的方式有两种:单独对插或组合对插。单独对插是指每次接插一个插针;组合对插则一次将多个插针同时与盒座接插。
我司配备专业完整的可靠性测试设备,每一款产品都有相关应的可靠性测试报告符合ROHS标准要求:
依据EIA 364-13测试方式 ,操作速度12.5mm /min,采用全自动电脑插拔力试验机完整一系列报告测试一个循环的插入力与拔出力并记录;
使用精密型盐水喷雾试验机对插产品测试环境: 温度: 35±2℃, 盐水浓度:重量比5±1%, 时间: 48小时. 测试后常温水洗,干燥,外观无损伤。
无铅钛锡炉模拟产品焊接过程,将产品Tail端浸入260±5℃的溶锡中3±0.5秒,达到沾锡面积95%以上, 无针孔。
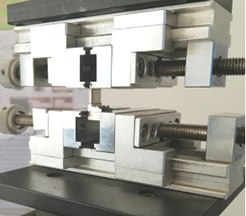
依据EIA 364-13测试方式 ,操作速度12.5mm /min,采用全自动电脑插拔力试验机完整一系列报告测试一个循环的插入力与拔出力并记录;
 |
 |
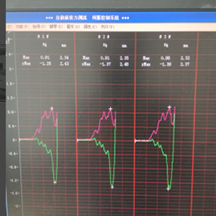 |
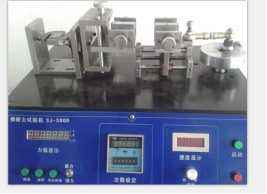
| 全自动电脑插拔力试验机 | 插拔力测试 | 测试曲线图 |
使用精密型盐水喷雾试验机对插产品测试环境: 温度: 35±2℃, 盐水浓度:重量比5±1%, 时间: 48小时. 测试后常温水洗,干燥,外观无损伤。
 |
 |
| 精密型盐水喷雾试验机 | 测试后外观无损伤 |
无铅钛锡炉模拟产品焊接过程,将产品Tail端浸入260±5℃的溶锡中3±0.5秒,达到沾锡面积95%以上, 无针孔。
 |
 |
| 无铅钛锡炉 | 卧式插拔力试验机 |
Micro母座采用盲插结构设计,端子具有高寿命高强度。依据EIA 364-09测试方式公头与母头对插5000次以上,插拔速度:200次每小时。
宏煜盛实业生产的Micro母座,是完全按照ROHS标准进行选材、研发、开模、设计、生产、测试与试验的;我们生产的Micro母座都是经过每一项测试,并符合ROHS要求的。了解更多Micro母座资讯可登录宏煜盛官网(https://www.hystypec.com)!



